
5G萬(wàn)物互聯(lián)時(shí)代,保證PCBA高可靠焊接的各種類(lèi)型回流焊接工藝解析!
隨著SMT電子元器件不斷向小型化發(fā)展,芯片集成度越來(lái)越高,無(wú)論是筆記本、智能手機(jī)還是醫(yī)療器械、汽車(chē)電子,軍工和航天產(chǎn)品,產(chǎn)品中的陣列封裝的BGA、CSP等器件應(yīng)用越來(lái)越多,對(duì)產(chǎn)品的質(zhì)量要求也越來(lái)越多。

5G是2019年火熱的詞匯,而今5G時(shí)代揭開(kāi)序幕,從手機(jī)PCBA電路板內(nèi)部來(lái)看,相比4G手機(jī),5G手機(jī)的設(shè)計(jì)難點(diǎn)除了基帶芯片之外,主要集中在射頻、天線(xiàn)等處。由于5G比4G頻率至少高1倍、頻帶寬5倍、頻段高達(dá)29個(gè)、功率高5倍、速率高10倍、天線(xiàn)多幾十倍。這都需要我們不斷的提高工藝能力 ,增加高端設(shè)備,通過(guò)高質(zhì)量焊接保證高可靠性產(chǎn)品。
PCBA高可靠焊接的各種工藝解析
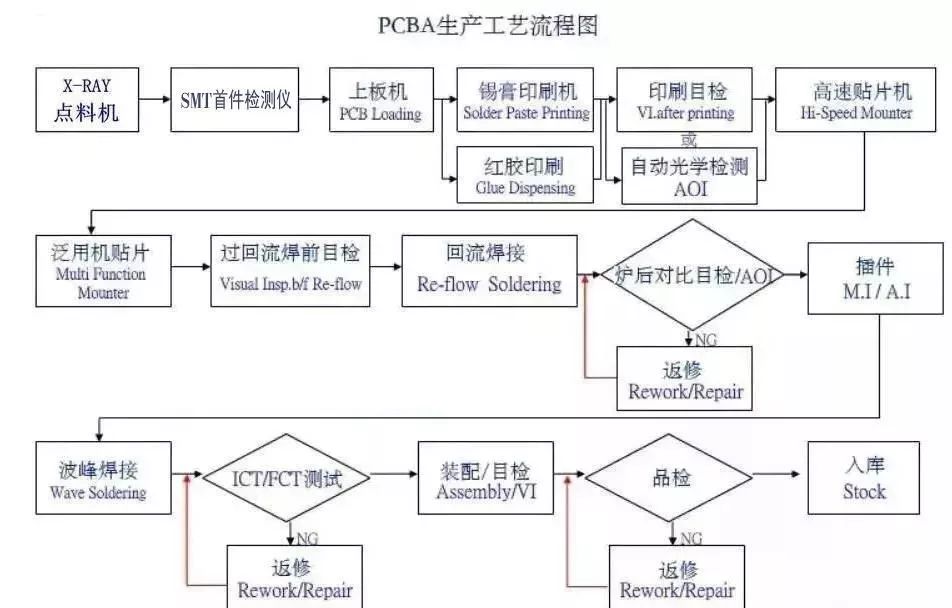
在高精密的電子制造工序中SMT生產(chǎn)設(shè)備有不少,主要自動(dòng)化設(shè)備有SMT自動(dòng)X-RAY點(diǎn)料機(jī)、SMT首件檢測(cè)儀、全自動(dòng)錫膏印刷機(jī)、在線(xiàn)3D-SPI錫膏印刷檢測(cè)儀、貼片機(jī)、回流焊、在線(xiàn)AOI光學(xué)檢測(cè)儀、在線(xiàn)PCBA全自動(dòng)銑刀分板機(jī)等。

每種設(shè)備都有特定的功用和用途,回流焊爐是SMT生產(chǎn)線(xiàn)后道工序,負(fù)責(zé)將已經(jīng)貼裝好的PCB電路板和元器件的焊料融化后與主板粘結(jié)。
回流焊已成為SMT的主流工藝,我們常用的智能手機(jī)板卡上的元件大都是通過(guò)這種工藝焊接到線(xiàn)路板上的 , 是靠熱氣流對(duì)焊點(diǎn)的作用,膠狀的焊劑在一定的高溫氣流下進(jìn)行物理反應(yīng)達(dá)到SMD的焊接;之所以叫"回流焊"是因?yàn)闅怏w在焊機(jī)內(nèi)循環(huán)流動(dòng)產(chǎn)生高溫達(dá)到焊接目的;回流焊爐同樣有很多品種,比如熱風(fēng)回流焊、氮?dú)饣亓骱浮庀嗷亓骱浮⒄婵栈亓骱傅取?/p>

SMT回流焊接,是電子板組裝作業(yè)中的重要工序,如果沒(méi)有較好的掌握它,不但會(huì)出現(xiàn)許多“臨時(shí)故障”還會(huì)直接影響焊點(diǎn)的壽命;下面SMT行業(yè)頭條小編收集了電子制造業(yè)當(dāng)下流行的各類(lèi)SMT回流焊接工藝和大家分享,希望對(duì)SMT行業(yè)的精英小伙伴們工作有幫助 !

SMT回流焊是SMT組裝過(guò)程的關(guān)鍵設(shè)備,PCBA焊接的焊點(diǎn)質(zhì)量完全取決于回流焊接設(shè)備的性能和溫度曲線(xiàn)的設(shè)置。
回流焊接技術(shù)經(jīng)歷了板式輻射加熱、石英紅外管加熱、紅外熱風(fēng)加熱、強(qiáng)制熱風(fēng)加熱、強(qiáng)制熱風(fēng)加熱加氮?dú)獗Wo(hù)等不同形式的發(fā)展過(guò)程。
01
熱板、推板式傳導(dǎo)回流焊
這類(lèi)回流焊爐依靠傳送帶或推板下的熱源加熱,通過(guò)熱傳導(dǎo)的方式加熱基板上的元件,用于采用陶瓷(Al2O3)基板厚膜電路的單面組裝,陶瓷基板上只有貼放在傳送帶上才能得到足夠的熱量,其結(jié)構(gòu)簡(jiǎn)單,價(jià)格便宜。我國(guó)的一些厚膜電路廠(chǎng)在80年代初曾引進(jìn)過(guò)此類(lèi)設(shè)備。
02
紅外輻射回流焊
此類(lèi)回流焊爐也多為傳送帶式,但傳送帶僅起支托、傳送基板的作用,其加熱方式主要依紅外線(xiàn)熱源以輻射方式加熱,爐膛內(nèi)的溫度比前一種方式均勻,網(wǎng)孔較大,適于對(duì)雙面組裝的基板進(jìn)行回流焊接加熱。這類(lèi)回流焊爐可以說(shuō)是回流焊爐的基本型。在我國(guó)使用的很多,價(jià)格也比較便宜。
03
紅外加熱風(fēng)回流焊
這類(lèi)回流焊爐是在IR爐的基礎(chǔ)上加上熱風(fēng)使?fàn)t內(nèi)溫度較均勻,單純使用紅外輻射加熱時(shí),人們發(fā)現(xiàn)在同樣的加熱環(huán)境內(nèi),不同材料及顏色吸收熱量是不同的,即(1)式中Q值是不同的,因而引起的溫升ΔT也不同,例如IC等SMD的封裝是黑色的酚醛或環(huán)氧,而引線(xiàn)是白色的金屬,單純加熱時(shí),引線(xiàn)的溫度低于其黑色的SMD本體。加上熱風(fēng)后可使溫度更均勻,而克服吸熱差異及陰影不良情況,IR + Hot air的回流焊爐在國(guó)際上曾使用得較普遍。
04
氮?dú)饣亓骱?/span>
隨著組裝密度的提高,精細(xì)間距(Fine pitch)組裝技術(shù)的出現(xiàn),產(chǎn)生了充氮回流焊工藝和設(shè)備,改善了回流焊的質(zhì)量和成品率,已成為回流焊的發(fā)展方向。
氮?dú)饣亓骱赣幸韵聝?yōu)點(diǎn):
(1) 防止減少氧化
(2) 提高焊接潤(rùn)濕力,加快潤(rùn)濕速度
(3) 減少錫球的產(chǎn)生,避免橋接,得到列好的焊接質(zhì)量
得到列好的焊接質(zhì)量特別重要的是,可以使用低活性助焊劑的錫膏,同時(shí)也能提高焊點(diǎn)的性能,減少基材的變色,但是它的缺點(diǎn)是成本明顯的增加,這個(gè)增加的成本隨氮?dú)獾挠昧慷黾樱?dāng)你需要爐內(nèi)達(dá)到1000ppm含氧量與50ppm含氧量,對(duì)氮?dú)獾男枨笫怯刑烊乐畡e的。現(xiàn)在的錫膏制造廠(chǎng)商都在致力于開(kāi)發(fā)在較高含氧量的氣氛中就能進(jìn)行良好的焊接的免洗焊膏,這樣就可以減少氮?dú)獾南摹?/p>
對(duì)于中回流焊中引入氮?dú)猓仨氝M(jìn)行成本收益分析,它的收益包括產(chǎn)品的良率,品質(zhì)的改善,返工或維修費(fèi)的降低等等,完整無(wú)誤的分析往往會(huì)揭示氮?dú)庖氩](méi)有增加最終成本,相反,我們卻能從中收益。
在目前所使用的大多數(shù)爐子都是強(qiáng)制熱風(fēng)循環(huán)型的,在這種爐子中控制氮?dú)獾南牟皇侨菀椎氖隆S袔追N方法來(lái)減少氮?dú)獾南牧浚瑴p少爐子進(jìn)出口的開(kāi)口面積,重要的一點(diǎn)就是要用隔板,卷簾或類(lèi)似的裝置來(lái)阻擋沒(méi)有用到的那部分進(jìn)出口的空間,另外一種方式是利用熱的氮?dú)鈱颖瓤諝廨p且不易混合的原理,在設(shè)計(jì)爐的時(shí)候就使得加熱腔比進(jìn)出口都高,這樣加熱腔內(nèi)形成自然氮?dú)鈱樱瑴p少了氮?dú)獾难a(bǔ)償量并維護(hù)在要求的純度上。
05
通孔回流焊
通孔回流焊有時(shí)也稱(chēng)作分類(lèi)元件回流焊,正在逐漸興起。它可以去除波峰焊環(huán)節(jié),而成為PCB混裝技術(shù)中的一個(gè)工藝環(huán)節(jié)。一個(gè)好處就是可以在發(fā)揮表面貼裝制造工藝的優(yōu)點(diǎn)的同時(shí)使用通孔插件來(lái)得到較好的機(jī)械聯(lián)接強(qiáng)度。對(duì)于較大尺寸的PCB板的平整度不能夠使所有表面貼裝元器件的引腳都能和焊盤(pán)接觸,同時(shí),就算引腳和焊盤(pán)都能接觸上,它所提供的機(jī)械強(qiáng)度也往往是不夠大的,容易在產(chǎn)品的使用中脫開(kāi)而成為故障點(diǎn)。
盡管通孔回流焊可發(fā)取得償還好處,但是在實(shí)際應(yīng)用中仍有幾個(gè)缺點(diǎn),錫膏量大,這樣會(huì)增加因助焊劑的揮了冷卻而產(chǎn)生對(duì)機(jī)器污染的程度,需要一個(gè)有效的助焊劑殘留清除裝置。另外一點(diǎn)是許多連接器并 沒(méi)有設(shè)計(jì)成可以承受回流焊的溫度,早期基于直接紅外加熱的爐子已不能適用,這種爐子缺少有效的熱傳遞效率來(lái)處理一般表面貼裝元件與具有復(fù)雜幾何外觀的通孔連接器同在一塊PCB上的能力。只有大容量的具有高的熱傳遞的強(qiáng)制對(duì)流爐子,才有可能實(shí)現(xiàn)通孔回流,并且也得到實(shí)踐證明,剩下的問(wèn)題就是如何保證通孔中的錫膏與元件腳有一個(gè)適當(dāng)?shù)幕亓骱笢囟惹€(xiàn)。隨著工藝與元件的改進(jìn),通孔回流焊也會(huì)越來(lái)越多被應(yīng)用。
在傳統(tǒng)的電子組裝工藝中,對(duì)于安裝有過(guò)孔插裝元件(THD)印制板組件的焊接一般采用波峰焊接技術(shù)。但波峰焊接有許多不足之處:不適合高密度、細(xì)間距元件焊接;橋接、漏焊較多;需噴涂助焊劑;印制板受到較大熱沖擊翹曲變形。因此波峰焊接在許多方面不能適應(yīng)電子組裝技術(shù)的發(fā)展。
為了適應(yīng)表面組裝技術(shù)的發(fā)展,解決以上焊接難點(diǎn)的措施是采用通孔回流焊接技術(shù)(THR,Through-hole Reflow),又稱(chēng)為穿孔回流焊PIHR(Pin-in-HoleReflow)。該技術(shù)原理是在印制板完成貼片后,使用一種安裝有許多針管的特殊模板,調(diào)整模板位置使針管與插裝元件的過(guò)孔焊盤(pán)對(duì)齊,使用刮刀將模板上的錫膏漏印到焊盤(pán)上,然后安裝插裝元件,最后插裝元件與貼片元件同時(shí)通過(guò)回流焊完成焊接。
從中可以看出穿孔回流焊相對(duì)于傳統(tǒng)工藝的優(yōu)越性:首先是減少了工序,省去了波峰焊這道工序,節(jié)省了費(fèi)用,同時(shí)也減少了所需的工作人員,在效率上也得到了提高;其次回流焊相對(duì)于波峰焊,產(chǎn)生橋接的可能性要小的多,這樣就提高了一次通過(guò)率。穿孔回流焊相對(duì)傳統(tǒng)工藝在經(jīng)濟(jì)性、先進(jìn)性上都有較大優(yōu)勢(shì)。
通孔回流焊接技術(shù)起源于日本SONY公司,20世紀(jì)90年代初已開(kāi)始應(yīng)用,但它主要應(yīng)用于SONY自己的產(chǎn)品上,如電視調(diào)諧器及CD Walkman。我國(guó)在20世紀(jì)90年代中期從日本引進(jìn)這種技術(shù),當(dāng)時(shí)國(guó)內(nèi)無(wú)錫無(wú)線(xiàn)電六廠(chǎng)、上海金陵無(wú)線(xiàn)電廠(chǎng)、成都8800廠(chǎng)、重慶測(cè)試儀器廠(chǎng)、深圳東莞調(diào)諧器廠(chǎng)等幾個(gè)調(diào)諧器生產(chǎn)廠(chǎng)應(yīng)用了此技術(shù),獲得了較好的收益,目前在CD、DVD激光機(jī)芯伺服板及DVD-ROM伺服板、筆記本電腦主板等領(lǐng)域都有了廣泛的應(yīng)用。
(1)可靠性高,焊接質(zhì)量好,不良比率DPPM可低于20。
(2)虛焊、橋接等焊接缺陷少,修板的工作量減少。
(3)PCB面干凈,外觀明顯比波峰焊好。
(4)簡(jiǎn)化了工序。由于省去了點(diǎn)(或印刷)貼片膠工序、波峰焊工序、清洗工序,使操作和管理都簡(jiǎn)單化。因同一產(chǎn)品中使用的材料和設(shè)備越少越容易管理。而且再流焊爐的操作比波峰焊機(jī)的操作簡(jiǎn)便得多,無(wú)錫渣的問(wèn)題,勞動(dòng)強(qiáng)度低。
(5)降低成本,增加效益。采用此工藝后,免去了波峰焊設(shè)備和清洗設(shè)備、波峰焊和清洗廠(chǎng)房、波峰焊和清洗工作人員,以及大量的波峰焊材料和清洗劑材料。雖然免清洗焊膏的價(jià)格略高于非免清洗焊膏的價(jià)格,但總體來(lái)看可大大降低成本,增加效益。

通孔回流焊接生產(chǎn)工藝流程 :
生產(chǎn)工藝流程與SMT流程極其相似,即印刷焊膏一插入元件一回流焊接,無(wú)論對(duì)于單面混裝板還是雙面混裝板,流程相同。
錫膏印刷工藝 :
焊膏的選擇 , 通孔回流所用的焊膏黏度較低,流動(dòng)性好,便于流入通孔內(nèi)。一般在SMT工藝以后進(jìn)行通孔回流,若SMT采用的焊膏合金成分為63Sn37Pb,那么為了保證通孔回流時(shí)SMT元件不會(huì)再次熔化而掉落,焊膏中焊錫合金的成分可采用熔點(diǎn)稍低的46Sn46Pb8Bi(178℃),焊料顆粒尺寸25μm以下<10%,25~50μm>89%,50μm以上<1%。
由于電子產(chǎn)品越來(lái)越重視小型化、多功能,使電路板上的元件密度越來(lái)越高,許多單面和雙面板都以表面貼裝元器件為主。但是,由于連接強(qiáng)度、可靠性和適用性等因素,某些通孔元件仍無(wú)法片式化,特別是周邊連接器。在傳統(tǒng)SMT混裝工藝中,通孔插裝元件大多采用波峰焊、選擇性波峰焊、焊錫機(jī)器人、手工焊,這些傳統(tǒng)方法,尤其是波峰焊和手工焊接質(zhì)量遠(yuǎn)不如再流焊的質(zhì)量;目前許多電子產(chǎn)品通孔元件的比例只占元件總數(shù)的10%-5%甚至更少,采用波峰焊、選擇性波峰焊、自動(dòng)焊錫機(jī)器人、手工焊及壓接等方法的組裝費(fèi)用遠(yuǎn)遠(yuǎn)超過(guò)該比例,單個(gè)焊點(diǎn)的費(fèi)用很高。因此,通孔元件再流焊技術(shù)日漸流行,通孔插裝元件采用再流焊替代波峰焊(即純?cè)倭骱腹に嚕┮殉蔀楫?dāng)前SMT工藝技術(shù)發(fā)展動(dòng)態(tài)之一。
06
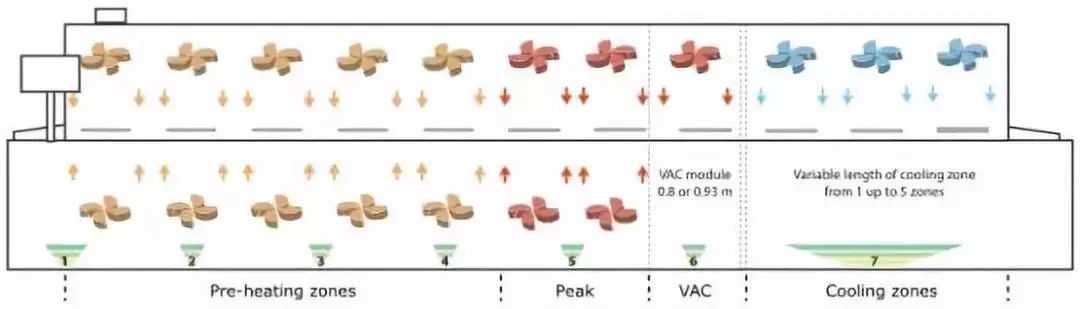
垂直固化回流焊
5G 的普及,高可靠性高質(zhì)量終端產(chǎn)品的點(diǎn)膠固化工藝首選垂直加固化爐! 幾乎所有點(diǎn)膠封裝材料都需要較長(zhǎng)的固化時(shí)間,所以用在線(xiàn)式連續(xù)生產(chǎn)的固化爐是不實(shí)際的,平時(shí)大家經(jīng)常使用“批次烘爐”,但垂直烘爐的技術(shù)也趨于完善,尤其在加熱曲線(xiàn)比回流爐簡(jiǎn)單時(shí),垂直烘爐完全能夠勝任。
芯片底部填充&元件精密包封點(diǎn)膠工藝
垂直烘爐使用一個(gè)垂直升降的傳送系統(tǒng)作為“緩沖與累加器”,每一塊PCB都必須通過(guò)這一道工序循環(huán)。這樣的結(jié)果就是得到了足夠長(zhǎng)的固化時(shí)間,而同時(shí)減少了占地面積。

市場(chǎng)對(duì)于縮小體積的需求,使CSP(如FLIP CHIP)得到較多應(yīng)用,這樣元件貼裝后具有較小的占地面積和較高的信號(hào)傳遞速率。填充或灌膠被用來(lái)加強(qiáng)焊點(diǎn)結(jié)構(gòu)使其能抵受住由于硅片與PCB材料的熱膨脹系數(shù)不一致而產(chǎn)生的應(yīng)力,一般常會(huì)采用上滴或圍填法來(lái)把晶片用膠封起來(lái)。

許多這樣的封裝膠都需要較長(zhǎng)的固化時(shí)間,對(duì)于在線(xiàn)生產(chǎn)的爐子來(lái)講是不現(xiàn)實(shí)的,通常會(huì)使用成批處理的烘爐,但是垂直烘爐已經(jīng)被證明可以成功地進(jìn)行固化過(guò)程,并且其溫度曲線(xiàn)比普通回流爐較簡(jiǎn)單,垂直烘爐使用一個(gè)PCB傳輸系統(tǒng)來(lái)扮演緩沖區(qū)/堆積區(qū)的作用,這樣就延長(zhǎng)了PCB板在一個(gè)小占地面積的烘爐中駐留的時(shí)間。

垂直固化爐工作原理簡(jiǎn)圖
全自動(dòng)垂直回流爐主要用于高端制造業(yè)中的汽車(chē)電子,5G通訊產(chǎn)品制造業(yè)的芯片粘接,底部填充,元件封裝,點(diǎn)膠密封,精密包封,底部填充+銀漿/散熱膠,高精密非接觸噴射底部填充點(diǎn)膠等組裝作業(yè)需要熱固化的生產(chǎn)環(huán)節(jié)。應(yīng)用行業(yè)遍布 SMT/EMS、家電、太陽(yáng)能、汽車(chē)電子、軍工、半導(dǎo)體、醫(yī)療器械等。
07
真空回流焊
在5G的爆發(fā)下,許多行業(yè)正在產(chǎn)生重大技術(shù)改革,如汽車(chē)智能駕駛領(lǐng)域,智能家居,醫(yī)療遠(yuǎn)程智能手術(shù)領(lǐng)域……而這些領(lǐng)域都需要高品質(zhì)高可靠性焊接。5G通訊由于數(shù)據(jù)傳輸量遠(yuǎn)遠(yuǎn)大于商業(yè)4G通訊,對(duì)焊接的可靠性要求會(huì)比較高。由于氣泡空洞不利于散熱和高頻頻率衰減,因此必須有效地控制半導(dǎo)體元器件自身空洞率,5G通訊基站板焊接過(guò)程的空洞率,以及5G手機(jī)主板焊接的空洞率等。
SMT貼片PCBA在回流焊接之后,焊點(diǎn)里通常都會(huì)殘留有部分空洞,焊點(diǎn)面積越大,空洞的面積也會(huì)越大;其原因是由于在熔融的焊料冷卻凝固時(shí),焊料中產(chǎn)生的氣體沒(méi)有逃逸出去,而被“凍結(jié)”下來(lái)形成空洞。影響空洞產(chǎn)生的因素是多方面的,與焊膏選擇、器件封裝形式、焊盤(pán)設(shè)計(jì)、 PCB 焊盤(pán)表面處理方式、網(wǎng)板開(kāi)孔方式、回流曲線(xiàn)設(shè)置等都有關(guān)系。
真空回流焊接工藝是在回流焊接過(guò)程中引入真空環(huán)境的一種回流焊接技術(shù),相對(duì)于傳統(tǒng)的回流焊,真空回流焊在產(chǎn)品進(jìn)入回流區(qū)的后段,制造一個(gè)真空環(huán)境,大氣壓力可以降到 5mbar(500pa)以下,并保持一定的時(shí)間,從而實(shí)現(xiàn)真空與回流焊接的結(jié)合,此時(shí)焊點(diǎn)仍處于熔融狀態(tài),而焊點(diǎn)外部環(huán)境則接近真空,由于焊點(diǎn)內(nèi)外壓力差的作用,使得焊點(diǎn)內(nèi)的氣泡容易從中溢出,焊點(diǎn)空洞率大幅降低。
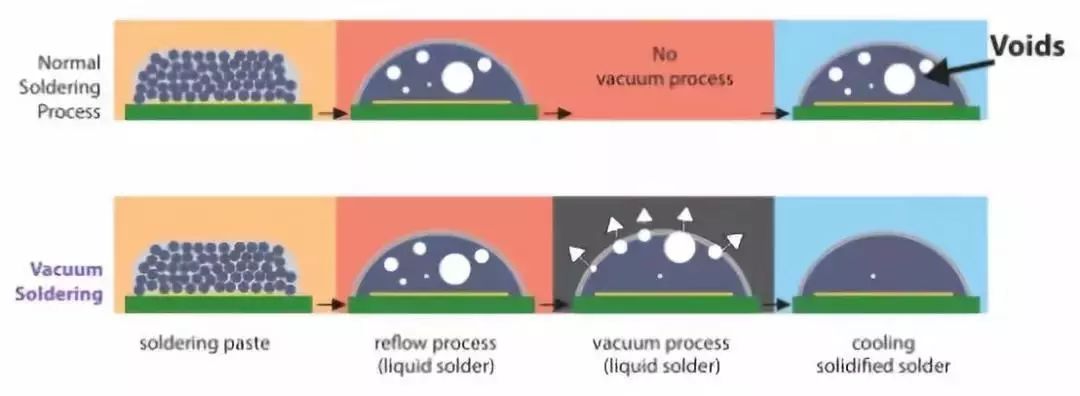
非真空與真空條件下回流焊接空洞形成對(duì)比示意圖
業(yè)內(nèi)專(zhuān)業(yè)人士分析,譬如傳統(tǒng)的焊接氣泡空洞率是20%~25%以?xún)?nèi),空洞率IPC標(biāo)準(zhǔn)也是制定在25%,但功率器件的空洞標(biāo)準(zhǔn)現(xiàn)在要求≤5%(有些器件要求在≤3%),PCB&銅基板&鋁基板焊接空洞率要求≤10~15%。
真空爐就是為了解決這個(gè)氣泡和空洞問(wèn)題的武器,通過(guò)高品質(zhì)、高穩(wěn)定性和節(jié)能高效的焊接設(shè)備,在幫助電子企業(yè)提升產(chǎn)品質(zhì)量的同時(shí),減少了其日常電能和氮?dú)獬杀荆约捌髽I(yè)的停線(xiàn)和保養(yǎng)成本。
真空回流爐示意圖
真空回流焊,也可稱(chēng)作真空/可控氣氛共晶爐,它熱容量大,PCB表面溫差小,已廣泛應(yīng)用于歐美航空、航天、軍工電子等領(lǐng)域。它采用紅外輻射加熱原理,具有溫度均勻一致、超低溫安全焊接、無(wú)溫差、無(wú)過(guò)熱、工藝參數(shù)可靠穩(wěn)定、無(wú)需復(fù)雜工藝試驗(yàn)、環(huán)保成本運(yùn)行低等特點(diǎn),滿(mǎn)足軍品多品種、小批量、高可靠焊接需要。
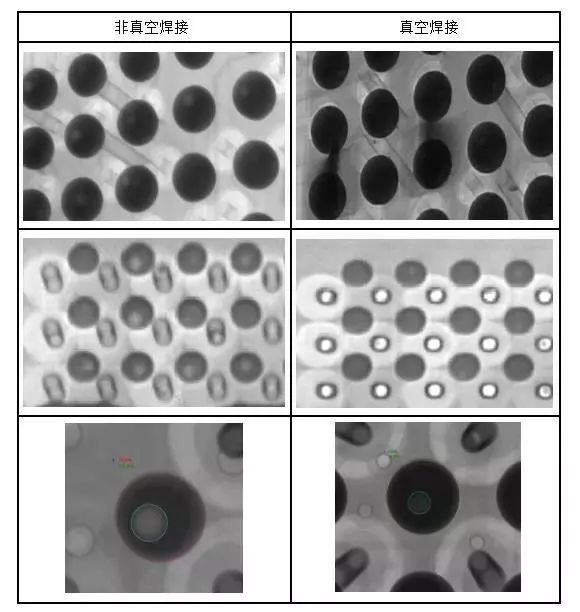
BGA焊點(diǎn)非真空和真空焊接氣泡對(duì)比
真空回流焊的焊接系統(tǒng)是在相對(duì)密閉同時(shí)有真空輔助的條件下進(jìn)行焊接的,而這種焊接系統(tǒng)恰恰對(duì)產(chǎn)品質(zhì)量有較好的優(yōu)勢(shì),在此條件下真空回流焊能夠通過(guò)高效排出焊料中助焊劑揮發(fā)時(shí)產(chǎn)生的氣泡,使產(chǎn)品焊接面的空洞率有效降低,從而有效地提高了產(chǎn)品的焊接質(zhì)量。
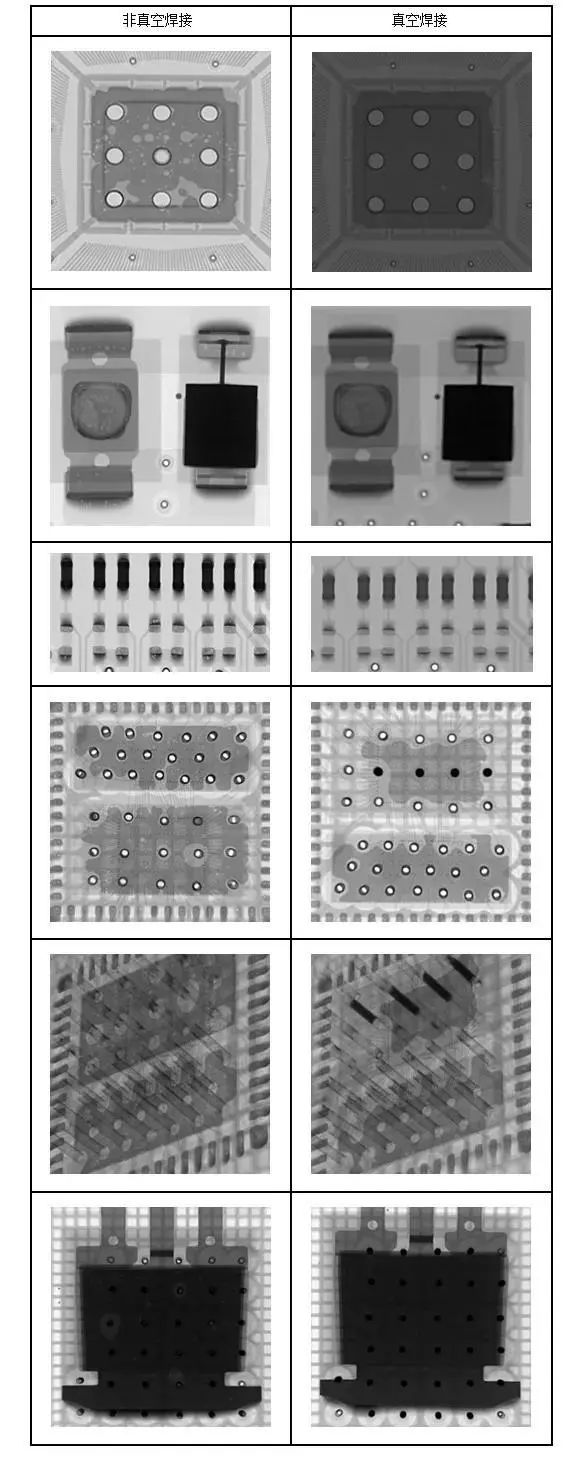
大面積焊點(diǎn)非真空和真空焊點(diǎn)對(duì)比
隨著電子行業(yè)的發(fā)展,越來(lái)越多的客戶(hù)對(duì)產(chǎn)品可靠性的要求越來(lái)越高。為了有效的降低空洞率,促使我們使用更新的設(shè)備完成這一要求,但是新設(shè)備的使用必然要對(duì)我們現(xiàn)有的模式和工藝窗口進(jìn)行調(diào)整,也會(huì)出現(xiàn)許多的新問(wèn)題,這需要我們?nèi)ド钊氲奶接懞桶l(fā)現(xiàn)。
以上我們介紹了圍繞著設(shè)備改進(jìn)、回流焊裝備的發(fā)展沿革。實(shí)事上回流焊工藝的發(fā)展收到以下兩方面的推動(dòng):
(1)電子產(chǎn)品向短、小、輕、薄化發(fā)展。組裝高密度化,SMC/SMD微細(xì)間距化,SMC/SMD品種規(guī)格系列化,特別是異型元件與機(jī)電元件日益增多,這諸多的新發(fā)展迫使作為SMT中的重要工藝回流焊工藝亦面臨著挑戰(zhàn),需要不斷地發(fā)展和完善以提高焊接質(zhì)量和成品率。
(2)人類(lèi)文明發(fā)展到今天,控制三廢(廢氣、廢料、廢水)保護(hù)環(huán)境已成為共識(shí)。傳統(tǒng)的錫膏中含有助焊劑,其焊接后的殘留物需要用氟里昂(CFC)及丙酮等溶劑來(lái)清洗,而這些溶劑都會(huì)對(duì)環(huán)境造成污染,為了避免污染相應(yīng)出現(xiàn)了水清洗工藝和免清洗工藝還有新型焊錫膏。
